COMPANY INSIGHT
Sponsored by Boltstress Ultrasonics
Grinding Circuit Re-Lines
Over 30 years’ experience in bolting solutions has given rise to a knowledge base creating a safer more efficient Mining workplace. The two key factors are Ultrasonic Bolt Tension Measurement & Joint Analysis Management.

W
e have been providing complete bolting solutions for over 30 years to the Mining, Refining, Hydrocarbon, Power Generation, Marine, Motor Vehicle, Construction and Fairground Industries.
The foundation of our knowledge base has been built by measuring the actual bolt tension achieved by any tightening method. This has given rise to a knowledge base that has driven the solutions that we now provide, the two key factors are: Ultrasonic Bolt Tension Measurement & Joint Analysis & Management
Discussion
The process of re-torquing after a re-line is very common. It has been a necessity to reduce the number of failures however it doesn’t need to be that way.
In order to find the solution we first had to fully understand all the contributing factors.
Top 3 Root Causes of Failures
1. Pre-load too low
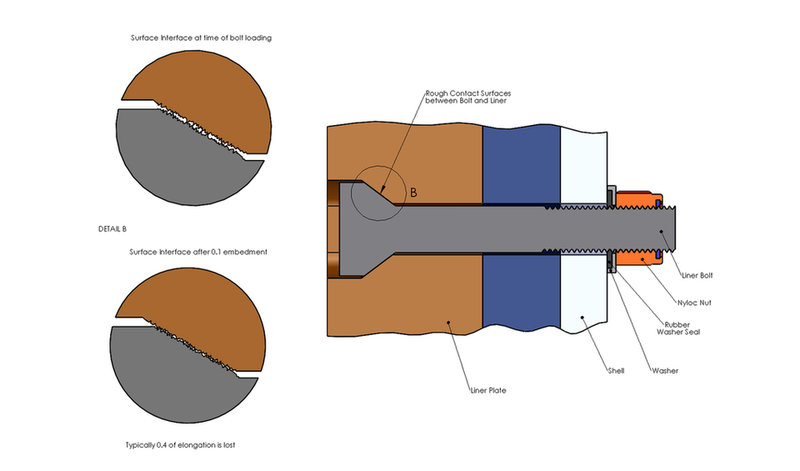
The interfaces between the bolt, liner & shell are rarely smooth or machined, consequently the friction is greater than standard calculations consider, consequently the standard formula often results in low average bolt tension.
2. Inconsistent service processes
Consistency is a bigger factor than most realize. The relationship between torque tightening and bolt tension in good conditions is generally regarded as +/- 25%. Add rough surfaces, interaction and short clamp length to diameter ratios and this becomes significantly higher. Our experience is that the variation becomes more like +25% - 100%; it is rare when we measure all bolts that we don't find at least one that is completely loose.
3. Relaxation too high
We have found that the relaxation on liners is particularly high. The mating surfaces between the lifters, liners and liner bolts have many high spots being rough cast and forged. Added to this the tapered engagement at the inner end of the bolt multiplies any relaxation. Any small embedment of high spots will be multiplied by the slope angle. By way of an example if 0.1mm embedment occurs on a 1:4 taper that will result in 0.4mm in lost elongation. That is a likely scenario when both sides of the slope are considered.

Liner bolts fail (break or loosen off) for several reasons but our extensive experience demonstrates that these can be eliminated if the pre-load is correct. Fatigue failure is the most common mode; this is almost invariably due to pre-load that is too low. The reasons for this can in turn be divided into 3 groups, inadequate original tension, inconsistent tension and high relaxation.
To eliminate this we measure and adjust every bolt to precisely the required bolt pre-load. Many companies fear that this will slow down the process but because our people do this constantly they are very quick and we reduce the time taken.
4 Key Processes to Eliminate the Problems
Our team at Boltstress recommends the following key processes to eliminate failure, reduce shutdown durations and create a safer more efficient workplace for your team.
Our solution process
Preparation – prior to re-line start
- Calculate allowable tension for the Bolts
- Determine allowable stresses for mating parts
- Set up ultrasonic data files
- Measure bolt loose reference lengths
During re-line
- Allow re-line crew to tighten 1 set/ row of bolts
- Measure residual tension
- Calculate average tension, review and adjust tooling pressure settings
- Re-test on subsequent rows
- Measure and adjust all bolts to achieve highest accuracy
This is what eliminates all failures

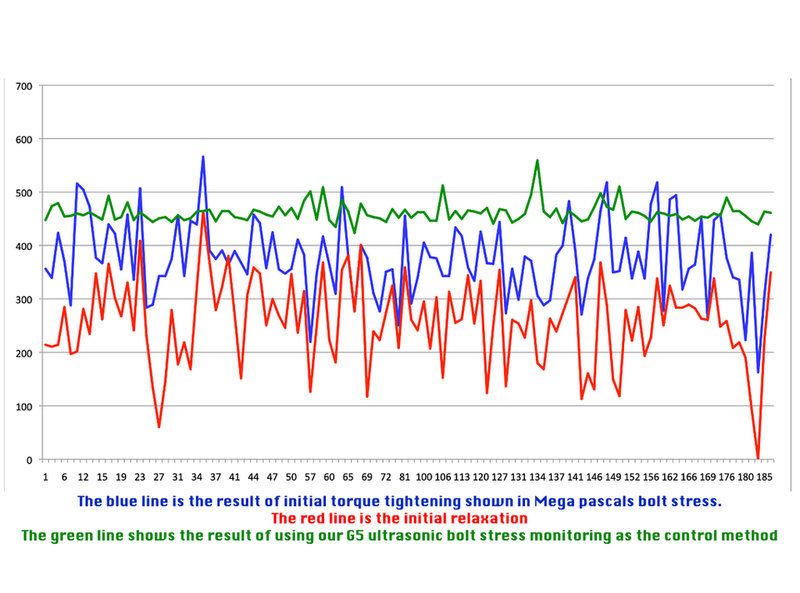
Typical Results (this is from a real case)
These unadjusted results below show the normal variation that torque tightening generates. The average is well below the required pre-load. The variation is + 5% / -75%, which is consistent with other work we have completed.
Other points to consider
1. Tooling is often bought to cover a variety of applications, there is often a quicker and more accurate option if specifically engineered tools are used. We have a dedicated design team that provide lighter, safer and higher strength tooling
2. Bolt threads are often burred, damaged, corroded or have slurry ingress. This causes galling and changes the thread friction, effecting the residual tension.
3. Short grip to diameter ratios (less than 5:1) are often problematic (see explanation below)
Why short bolts fail?
Manufacturers of tooling make claims and counter claims concerning accuracy of any given method but the biggest contributor to failure is the joint design. One of these common design failures is short bolts, or more accurately short clamp length to diameter ratios.
So why is this the case?
1st, 10° angle of turn is virtually impossible to see when tightening (one 36th of a turn) but that small amount can have a significant effect on bolt tension. Typically, a bolt 500mm clamp length will be stretched over 1.25mm, whereas as 150mm clamp length only requires 0.45mm. 10° equates to 0.125mm elongation which is a 30% error on the short bolt but only 10% on the longer version.
2nd, re-iterating the relaxation graphic shown above, loss of elongation due to relaxation is likely to be 0.4mm on any fishtail arrangement, or 32% on the longer bolt but 90% on the shorter version. Consequently shorter bolts often fatigue fail due to pre-load that is too low.
Conclusion
We have 30 year's experience with the technology and 12 years specifically working on Mill Liner bolts. We are 100% confident that we can both eliminate failures and remove the re-torque process.